#HardcoreFuturon
DATASHEET
Cored stainless damascus – Elmax/AEB-L core

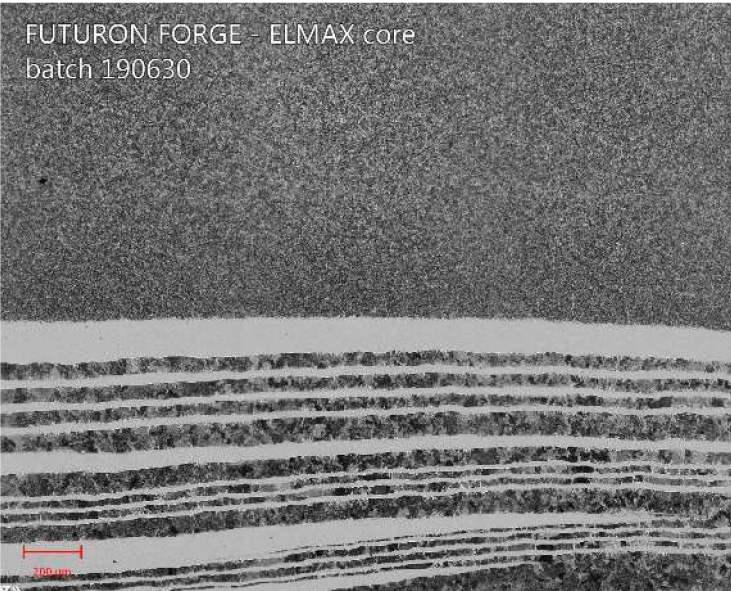
#HardcoreFuturon – Elmax core
is a stainless damascus steel, where we combine AEB-L + 304 steel placed on sides of a composite, with Elmax Superclean core. Elmax Superclean (by Uddeholm) is powder steel with a very fine grain structure, providing great wear resistance, corrosion resistance, and dimensional stability. Its high hardness, up to 62 HRc, makes this steel optimal for knife blades.
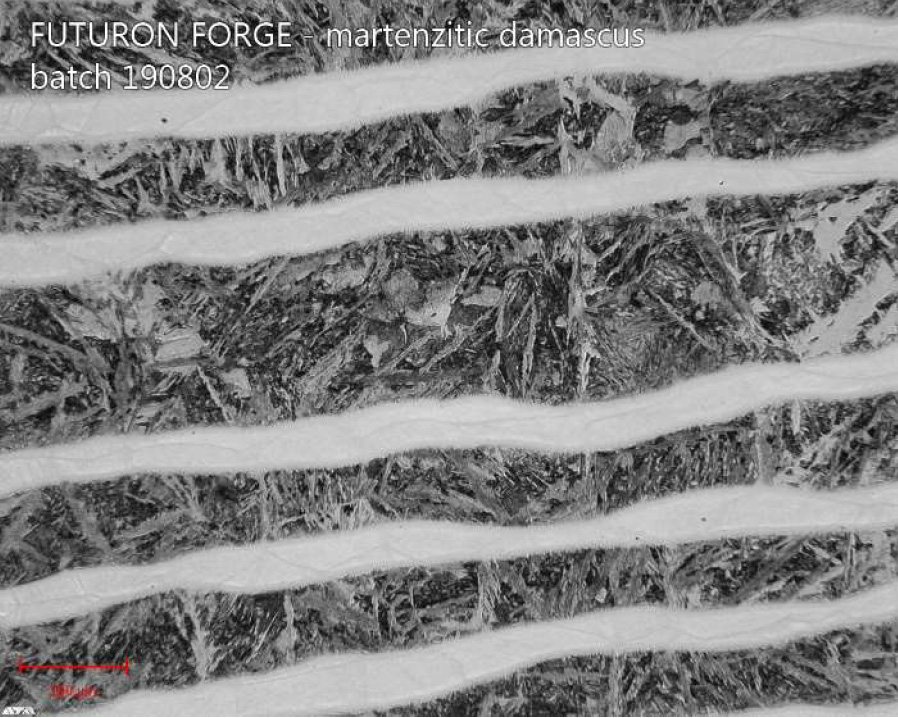
Our production of damascus steel is a highly controlled process, made under high pressure in a protective atmosphere. Due to its composition, #HardcoreFuturon damascus excels in high visual contrast, together with sharpness and durability.
#HardcoreFuturon – AEB-L core
has the same san-mai layers philosophy as Elmax core, but in this case, we produce a core from AEB-L steel, which we use also as a component for damascus on the sides of a blade. AEB-L steel (by Uddeholm) is martensitic stainless steel with a fine structure developed for the production of razors and surgical scalpels. This steel is hardenable up to 64 HRc, however, for knife blades, we recommend reaching of 60-61 HRc hardness.
Technical information
Composition
For the production of our damascus steel, we use premium martensitic stainless steels. For damascus cores, it’s AEB-L or Elmax Superclean, made by powder metallurgy. Both of those steels are predetermined for knife blades, due to their fine grain structure, wear resistance, and corrosion resistance.
Together with AEB-L+304 layers on blade sides, it brings durable edge and superior contrast of the side layers.

Machining conditions
To provide the best possible machining, our products are soft annealed, reaching hardness approx. 280HV. You can use all conventional types of machining. Recommendation of machining condition below:
- Milling – monolithic carbide mill — Vc50-60 m/min
- For hard-milling (sizing) with monolithic carbide mill feed up to Vc100 m/min
- Milling with VBD mill — Vc75-100 m/min
- Milling with HSS-Co mill — Vc14-16 m/min
- Drilling – HSS-Co drill — Vc10-12 m/min
- Drilling – PVD coated carbide drill —Vc60-80 m/min
Grinding
Our steel can be ground on all conventional types of grinders. We recommend belt-grinders or Berger grinding machines.
For belt grinders, we recommend sanding belts with ceramic grains, like 3M Cubitron II, however, all range of conventional abrasives is usable (for example SAIT, Klingspor, Norton, VSM, etc)
Watch out for not to overheat (tempering) the steel by grinding, when it’s heat-treated, it may lose required properties.
Heat treatment
Soft annealing
AEB-L
- Heat the material in a furnace to 820 °C / 1508°F
- Hold at the temperature for at least 4 hours
- Slow cooling in a furnace
- You can remove the steel from a furnace when the temperature drops below 380°C / 716°F
ELMAX
- Protect the material before oxidation and heat in a furnace to 980°C / 1796°F
- Hold at the temperature for at least 2 hours
- Slow cooling in a furnace, until the temperature reaches 850°C / 1562°F (cooling 20°C / 68°F
- per hour)
- Hold at the temperature for 10 hours
- Slow cooling in a furnace, until the temperature reaches 750°C / 1382°F
- Then remove material from a furnace and keep slow cooling on the air
Hardening
For reaching full corrosion resistance, and final hardness of te steel, it’s necessary to harden it. We recommend hardening the steel by heat treatment professionals using vacuum technology like Bodycote.
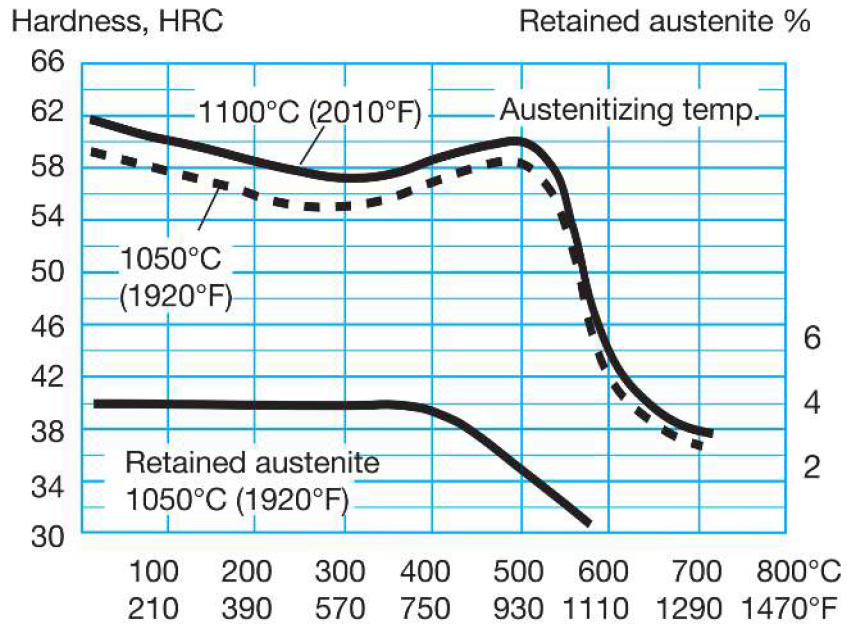
ELMAX
- Preheating temperature 600-850 °C / 1112-1562°F
- Austenitizing temperature 1050-1100 °C / 1922-2012°F
- Hold at the temperature for 30 minutes
- Cooling by nitrogen gas (salt-bath is also possible)
- Immediate deep freeze -150/-196 °C / -302/-384 °F and hold for 1-3 hours. (Hardness will
- increase by +3 HRc)
AEB-L
- Preheating temperature 1050-1080 °C / 1922-1976°F
- Hold at the temperature for 15 minutes
- Cooling by nitrogen gas (oil-bath is also possible)
- Immediate deep freeze
Tempering
It’s necessary to make the tempering process as soon as possible, after hardening.
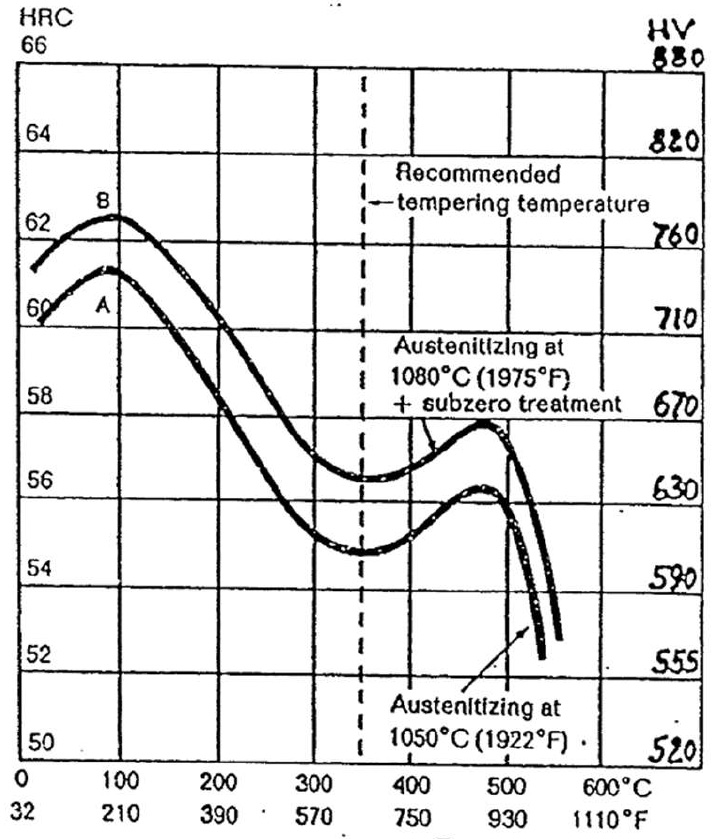
ELMAX
- For knife blades, we recommend tempering process 2x2h 200 °C / 392°F
- To keep enough blade flexibility, we recommend minimal tempering temperature 180 °C / 356°F
AEBL
- For knife blades, we recommend tempering process 2x1h 150-180 °C / 302-356°F (60-61 HRc)
- Repeat deep freeze, after the first hour of the tempering process.
Etching instruction
Etching
For proper contrast of the damascus steel layers, it’s necessary to etch the material (blade). You can experiment with various etching techniques depending on your skill, however following below mentioned steps, you’ll get nice results.
- The surface of the blade has to be smooth, clean and without scratches (etching won’t hide them), finished up to 1000+ grit or polished
- The blade has to be degreased properly (cleaning in the soap-water works fine)
- Before you start etching, you can try the solution on a sample piece of material (heat treated)
- Etching solution can be re-used several times. Before you get the blade into the solution, check if there’s no dirt on the surface of a solution.
- When the etching is finished, you have to neutralize the blade using Na2CO3 (Sodium carbonate) or NaHCO3 (Baking soda). You can also use soap-water and clean the etching residues from a blade properly.
- Dry etched blade. We recommend spraying the blade with WD-40 (or similar) and dry it again to remove any possible residues.
- You can slightly polish the etched blade on a buffing wheel for better contrast. We recommend to test it on a sample piece.
- If you want to make your etching solution more reactive, increase a concentration of Fe3Cl or add vinegard
